
Transport wewnętrzny ładunków jest istotnym procesem w łańcuchu dostaw, jednak sam w sobie nie niesie wartości dodanej. Jest niezbędnym wydatkiem. Z tego powodu, a także ze względu na rosnącą potrzebę optymalizacji oraz niedobór wykwalifikowanych pracowników coraz częściej proces ten jest automatyzowany za pomocą m.in. autonomicznych robotów mobilnych.
Co, gdyby jednak wnieść dodatkową wartość do procesów transportowych?
W niniejszym artykule przedstawimy, w jaki sposób korzystając z automatycznego transportu, można wykorzystać czas przejazdu na realizację dodatkowych zadań - w tym przypadku kontroli jakości detalu.
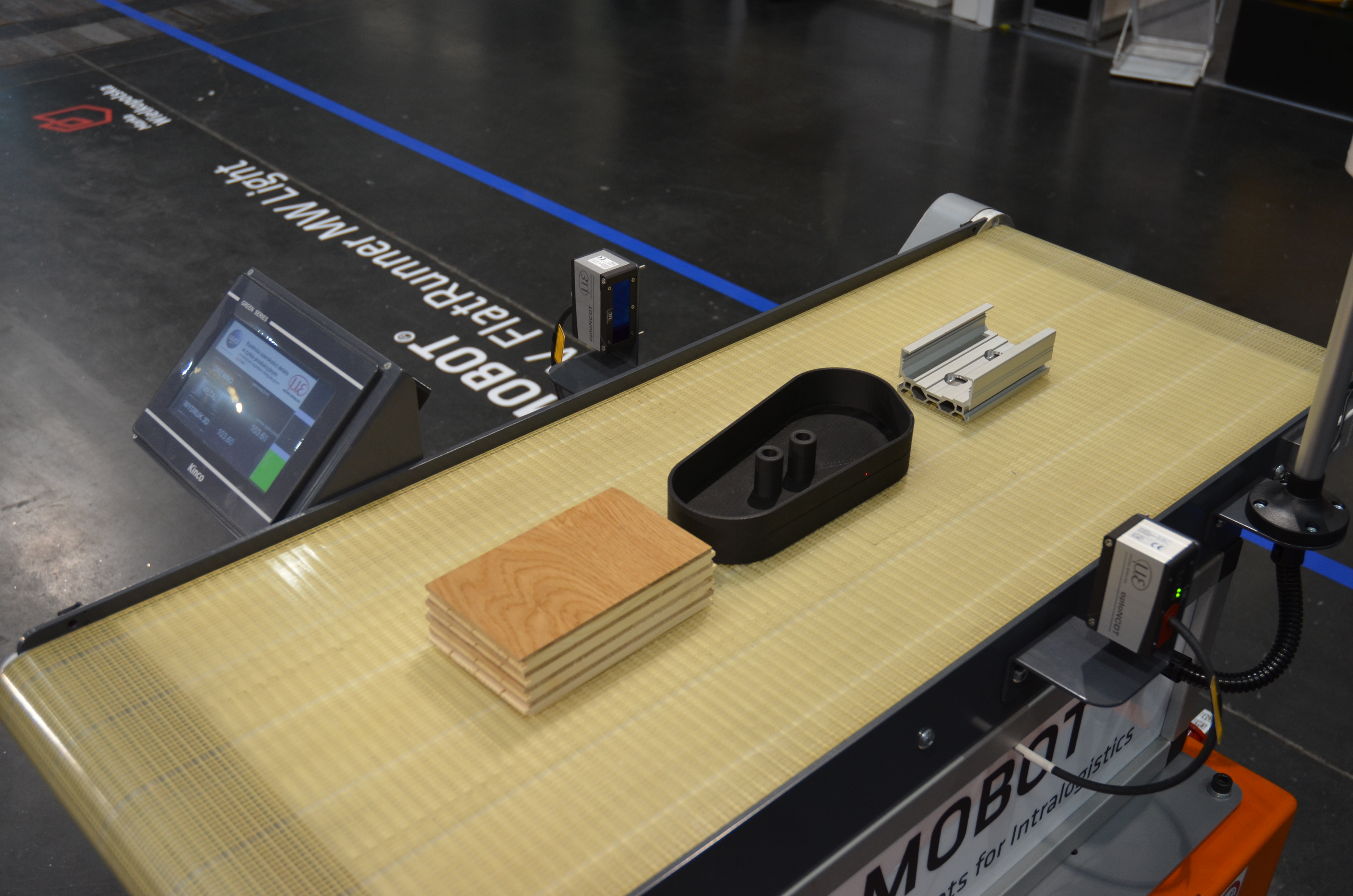
Omawiana aplikacja została zaprezentowana podczas targów Modernlog 2021 w Poznaniu. Do transportu ładunku w przedstawianym zadaniu zastosowany został robot mobilny MOBOT® AGV CubeRunner2 o udźwigu do 200 kg. Robot został wyposażony w podajnik taśmowy z napędem elektrycznym, zasilany z akumulatorów robota. Podajnik ten umożliwia automatyczne pobieranie i odkładanie ładunków z punktów załadunku i rozładunku np. z innych podajników stacjonarnych.
Na podajniku zamocowane zostały dwa czujniki laserowe triangulacyjne optoNCDT 1900 o zakresie pomiarowym do 25 mm. Seria czujników optoNCDT 1900 produkowana przez firmę Micro-Epsilon charakteryzuje się wysoką precyzją - liniowością do 1 µm, powtarzalnością < 0,1 µm, regulowaną częstotliwością pomiaru do 10 kHz i bardzo kompaktową konstrukcją. Największy dostępny zakres pomiarowy wynosi 500 mm. Innowacyjny czujnik jest predestynowany do pomiarów przemieszczenia, odległości i pozycji w wymagającej automatyzacji, przemyśle motoryzacyjnym, kolejowym, robotyce, druku 3D i współrzędnościowych maszynach pomiarowych.
Dzięki funkcji zaawansowanej kompensacji powierzchni realizowane pomiary są równie wiarygodne niezależnie od powierzchni, począwszy od błyszczącego metalu, po różnokolorowe, od jasnych do ciemnych, od matowych po błyszczące. Mała plamka pomiarowa umożliwia precyzyjną detekcję nawet najmniejszych części, a zwarta i solidna konstrukcja umożliwia montaż na robocie. Warto zwrócić uwagę na jeszcze jedną funkcję, bardzo przydatną w omawianej aplikacji, jaką jest dwuetapowe uśrednianie w celu optymalizacji sygnału. Wysokowydajne uśrednianie umożliwia precyzyjny przebieg sygnału, istotny szczególnie w przypadku pomiarów ruchomych części z dużą prędkością.
Wspomniane czujniki optoNCDT 1900 zostały zamontowane precyzyjnie naprzeciw siebie, aby wykorzystując zasadę pomiaru różnicowego móc weryfikować szerokość detalu.

Czujniki triangulacyjne przemieszczenia mierzą odległość, ruch i wymiary. Jeśli zmierzone wartości z dwóch czujników przemieszczenia są oceniane razem, można na tej podstawie określić grubość/szerokość obiektu. Jednakże, aby uzyskać precyzyjne określenie docelowej szerokości na podstawie połączonych sygnałów dwóch czujników, należy zwrócić uwagę na właściwy montaż i ustawienie czujników. Niezwykle istotna w trakcie pomiaru obiektu, który się przemieszcza, jest również synchronizacja.
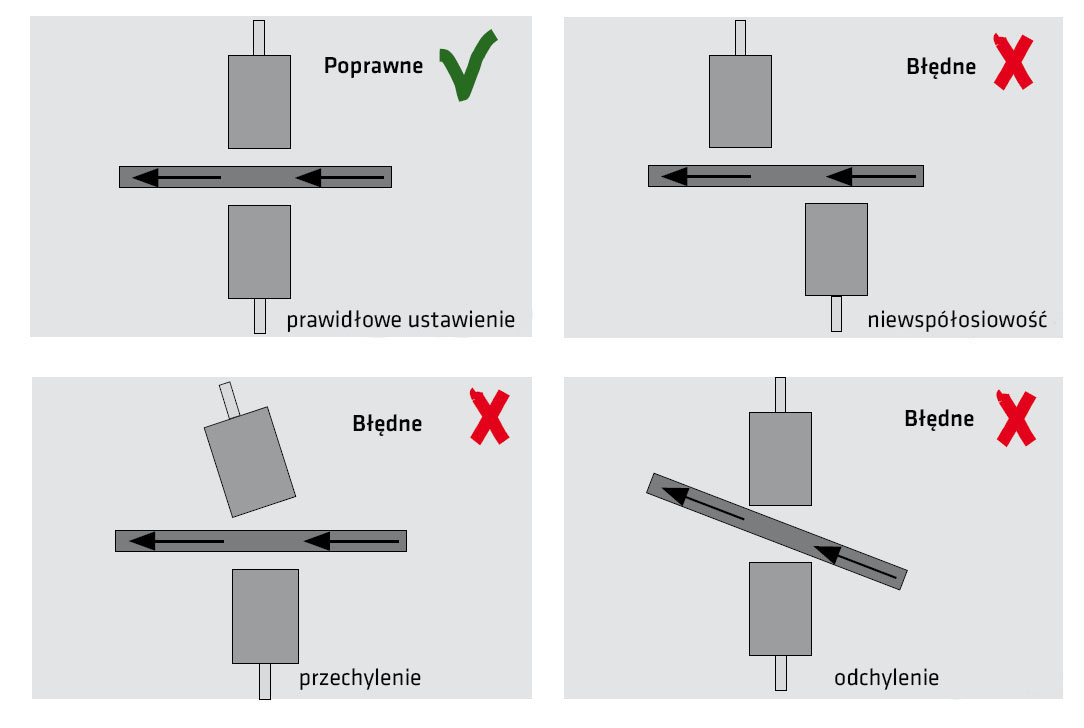
Aby uniknąć zakłóceń spowodowanych ruchem mierzonych obiektów, oba czujniki muszą być zsynchronizowane tak, aby wykonywały pomiar w tym samym czasie dokładnie w przeciwnym punkcie obiektu. Jeśli synchronizacja nie nastąpi, generowane są wadliwe dane pomiarowe. Na przykład mogą wystąpić mikrodrgania mierzonego obiektu, jeśli pomiary są wykonywane w różnym czasie, co skutkuje wygenerowaniem błędu. W celu zapewnienia właściwej synchronizacji w omawianej aplikacji zastosowany został kontroler C-Box/2A, który umożliwia podłączenie 2 czujników triangulacyjnych jednocześnie. Dzięki temu synchronizacja dwóch pomiarów realizowana jest w dokładnie tym samym momencie. Na wyjściu uzyskiwany jest pomiar szerokości z konfigurowalnego wyjścia analogowego.

Następnie dane z wyjścia analogowego są przetwarzane przez moduł pomiarowy ADAE42-ETH. Ten uniwersalny moduł pozwala na niezależny pomiar z 4 kanałów analogowych, wyposażony jest w funkcję uśredniania pomiarów, ma również zaimplementowane funkcje matematyczne, umożliwiające działania na wartościach mierzonych z kanałów analogowych. Dalej informacje przesyłane są do zintegrowanego panelu HMI, na którym dane wyświetlane są w czasie rzeczywistym. W omawianej aplikacji mierzone są 3 detale, każdy o innych wymiarach oraz z innego materiału tj. detal z błyszczącego metalu, detal z tworzywa wydrukowany przez drukarkę 3D oraz detal z drewna (materiał organiczny).
Na panelu przygotowana została wizualizacja pomiaru i przy każdym typie detalu w momencie pomiaru wyświetlana jest informacja o rzeczywistej szerokości detalu (w mm). Dodatkowo na robocie została zintegrowana trójkolorowa kolumna świetlna, która informuje o poprawności – zgodności detalu ze wzorcem bądź niezgodności – niespełnieniu norm jakościowych. Funkcja zaawansowanej kompensacji powierzchni zapewnia precyzyjne i powtarzalne pomiary niezależnie od materiału, z którego wykonany jest detal.
Przedstawiona powyżej aplikacja stanowi przykład tego, że moment transportu detali, zwłaszcza pomiędzy kolejnymi etapami cyklu produkcyjnego można wykorzystać do realizacji dodatkowych zadań, takich jak kontrola jakości. Poprzez doposażenie robota mobilnego w dodatkowe czujniki czy systemy pomiarowe pojawia się dodatkowa przestrzeń na optymalizację procesu.
Czy takie rozwiązanie sprawdzi się u Ciebie? Chcesz dowiedzieć się więcej o automatyzacji transportu lub pomiarach? Skontaktuj się ze specjalistami firmy WObit.
Czy artykuł cię zainteresował?
Jeśli masz jakieś pytania skontaktuj się z naszymi specjalistami.